


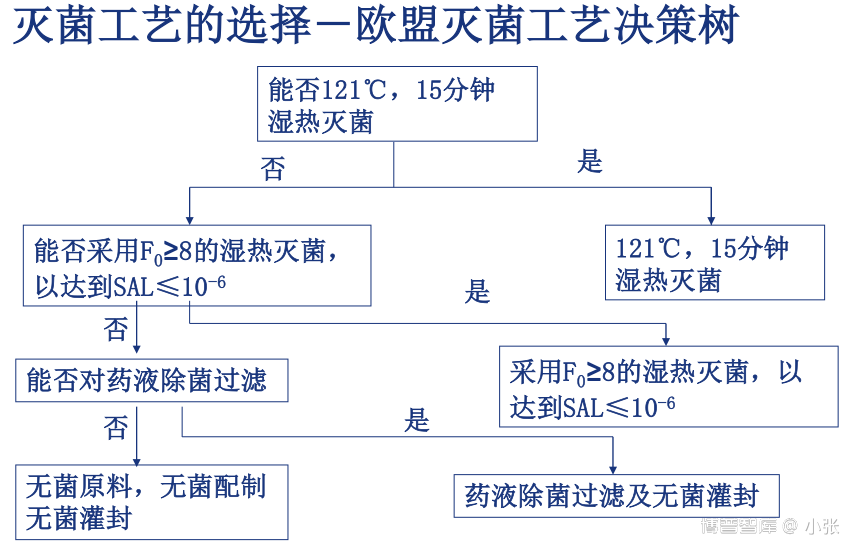
一、灭菌工艺的选择-欧盟灭菌工艺决策树:
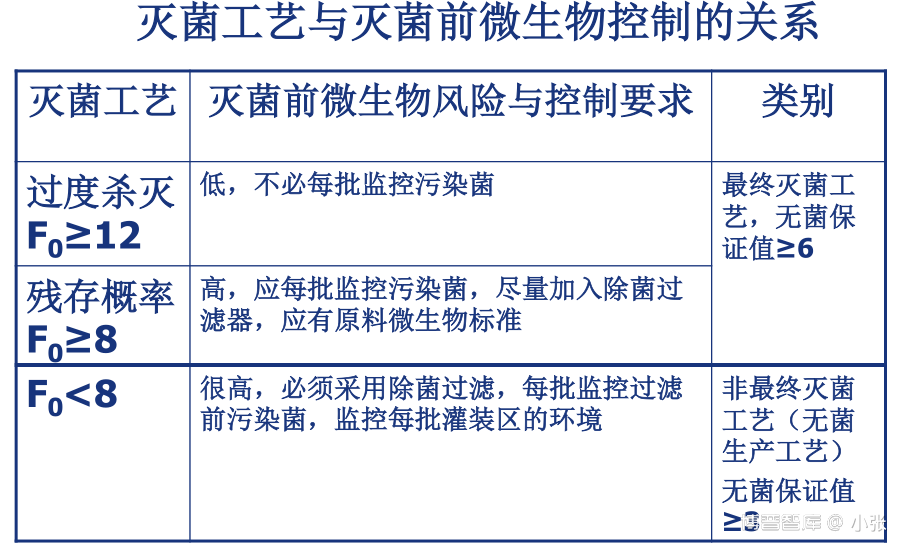
二、灭菌工艺与灭菌前微生物控制的关系:
三、产品灭菌完全的必要措施:
1、灭菌公式解析:
从公式-lgSAL=F0/D–lgN0看灭菌完全的必要措施
(1)足够高的F0值
(2)受控的产品灭菌前污染菌状况
(3)需氧菌总计数(微生物污染水平)
(4)污染菌耐热性
2、通常采用的中间控制手段:
(1)对每批的灌封开始和结束阶段,分别对灌装好的半成品取样检测。
(2)样品须作需氧菌总计数
(3)将检品液置于100℃下加热15分钟左右,检查是否有耐热芽孢存活
3、须对微生物学检测结果进行趋势分析。
4、FDA要求:
“对于在灭菌前产品污染菌检测中所发现的耐热孢子,必须与验证灭菌工艺所用生物指示剂的耐热性进行对比”
具体要求:
(1)如经热处理后检出的微生物是芽孢类微生物。需将其培养并收集芽孢,测定其的耐热性,将之与验证灭菌工艺用生物指示剂的耐热性进行对比。
(2)如果所分离的污染菌耐热性高于生物指示剂的耐热性,则必须使用耐热性更强的生物指示剂对灭菌工艺重新进行验证(可以使用生产中的分离菌)。
(3)如果在生产全过程中,对微生物污染严格控制,那么,这种情况发生的概率是非常小的。
四、工程设计、建设与日常管理:
1、灭菌前工艺设备与运行应关注-微生物污染控制方面的风险
2、主要风险因素:
(1)工艺设备设计与清洁、消毒方法
(2)包装容器清洗设备设计与方法
(3)洁净区及HVAC系统和操作人员行为
(4)残留微生物在适宜的条件下繁殖
(5)关键设备故障
五、微生物污染的风险控制:
1、风险管理措施(监控)
(1)制定灭菌前微生物含量警戒、纠偏、合格标准
(2)取样方法SOP:保证灭菌前微生物含量样品的代表性
(3)样品应反映最差情况
(4)年度质量回顾可反映整体状况
2、设备与容器的清洁与消毒:
(1)设备的状态管理-防止状态的混淆
(2)经验证的清洁和消毒方法
(3)清洁和消毒工艺关键参数:水温,清洁剂浓度,流速,时间,阀门的开闭,蒸汽温度,压力等
(4)SOP应详细规定清洁和消毒的周期与有效期
(5)包装材料清洗设备的功能和运行状况
3、消除生产环境和人员造成的污染:
(1)HVAC系统设计应以生产工艺动态条件为基础
(2)动态监控洁净区的环境
(3)定期高效过滤器泄漏率测试
(4)SOP规定发生诸如停电、通风系统故障、环境卫生状况超标等偏差后应采取的相应措施
(5)洁净区清洁和人员行为规程
4、工艺和关键设备偏差
(1)控制各工艺步骤的时限
(2)关键设备故障后的处理方法
(3)发生偏差后增补灭菌前微生物含量样品
六、总结:
1、FDA将湿热灭菌工艺分为二类:
§过度杀灭法Fo不小于12
§残存概率法Fo不小于8
2、Fo值低于8时,应采用无菌生产工艺,并用加热灭菌提高无菌保证水平
3、最终灭菌产品的无菌保证风险分布在灭菌前和灭菌工艺阶段,但灭菌工艺有决定性的影响
